DIY Tube Notcher

Tube notching, or also known as coping, is a method for creating a nice joint between tubes, typically at some angle between them, like 90 degrees, 45 degrees or other. The coped joint is also referred to as a fishmouth as the profile removed on the tube intersecting the straight tube looks like the mouth of a fish.
Without coping the tube that is being added, there is a large gap that must be filled, which would not be a strong joint if it was just filled with weld!
There are several ways of preparing the joint between the tubes, ranging from bad to good.
1. do nothing, and just fill the gap. Marginally acceptable for tiny tubes for decorative pieces where strength and looks don’t matter.
2. flatten the end of one of the tubes to minimize the gap before welding. Structurally it is decently strong, and this is commonly used on scaffolding frames and similar
3. Use an angle grinder with a cutoff wheel to cut a V notch and then round it out. Some guys like this method, but is tedious for multiple tubes. Not very repeatable for doing multiple of the same item.
4. Hole saw with manual jig setup. Commonly available, inexpensive ($50-200) and used by many hobbyists for tube frames. Having a quality hole saw is critical for a decent cut, and rigid jig for a cleaner cut. The biggest downfall is that cut is not very clean and accurate, and if any additional material needs to be removed for a better cut, or slightly different angle, it can be difficult.
5. Roughing End mill in a lathe or vertical mill with a fabricated method of clamping the tube and adjusting the angle. Requires having a vertical mill or lathe available. It does provide a clean cut and wide adjustability with repeatability.
6. Abrasive tube notchers are expensive ($2000-5000) for existing units, but do an excellent job on finish, repeatability, and adjustability. However, commercially available units are cost prohibitive for hobbyist and small job shops.
7. Dedicated end mill coping machines, similar in price to abrasive tube notchers, similar qualifications.
Options 1, 2 and 3 seemed too primitive, we didn’t want to go with the holesaw version, and we liked the flexibility of the abrasive tube notcher style. Since we didn’t have a mill or a lathe yet, those options were out.
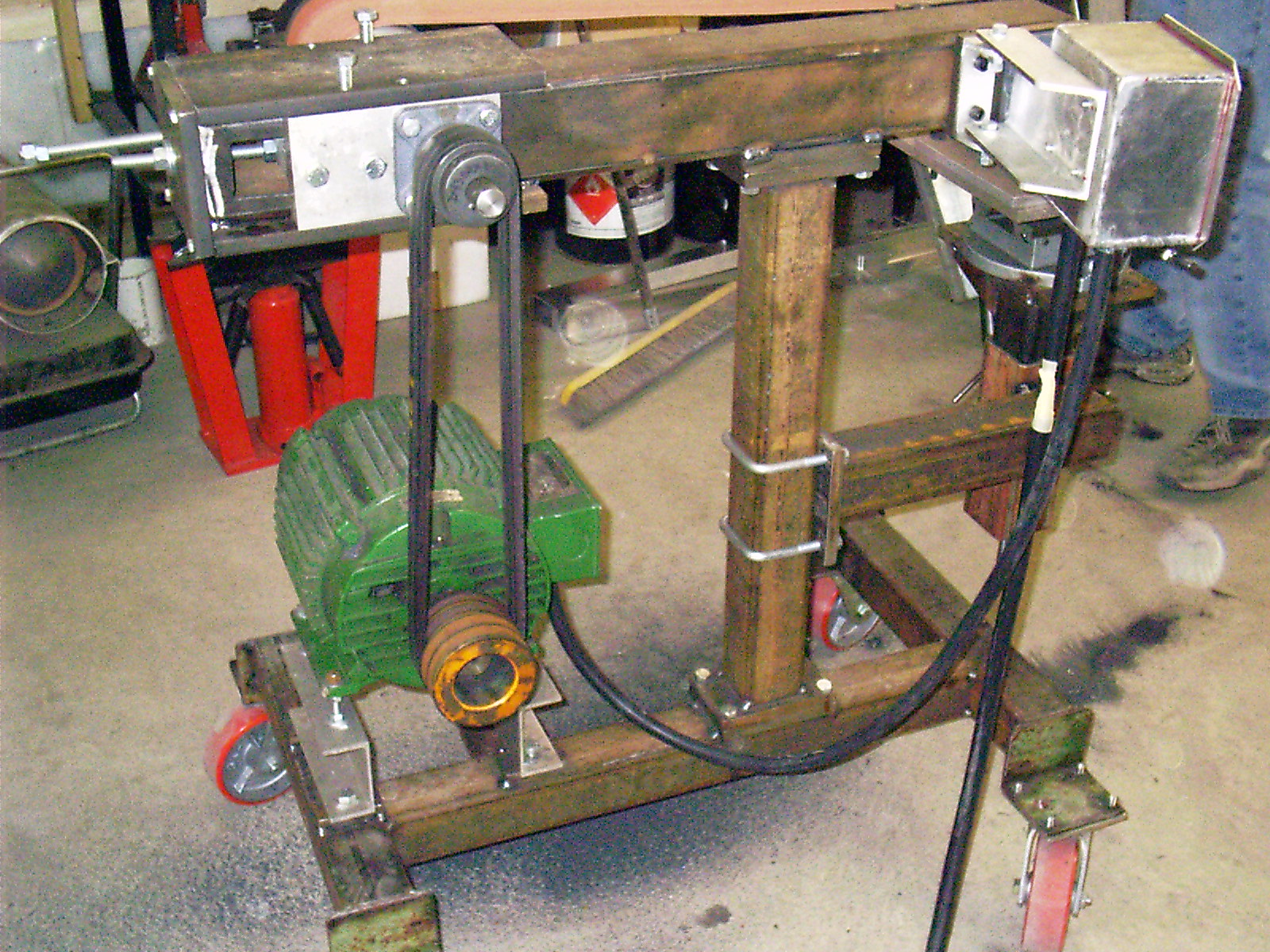
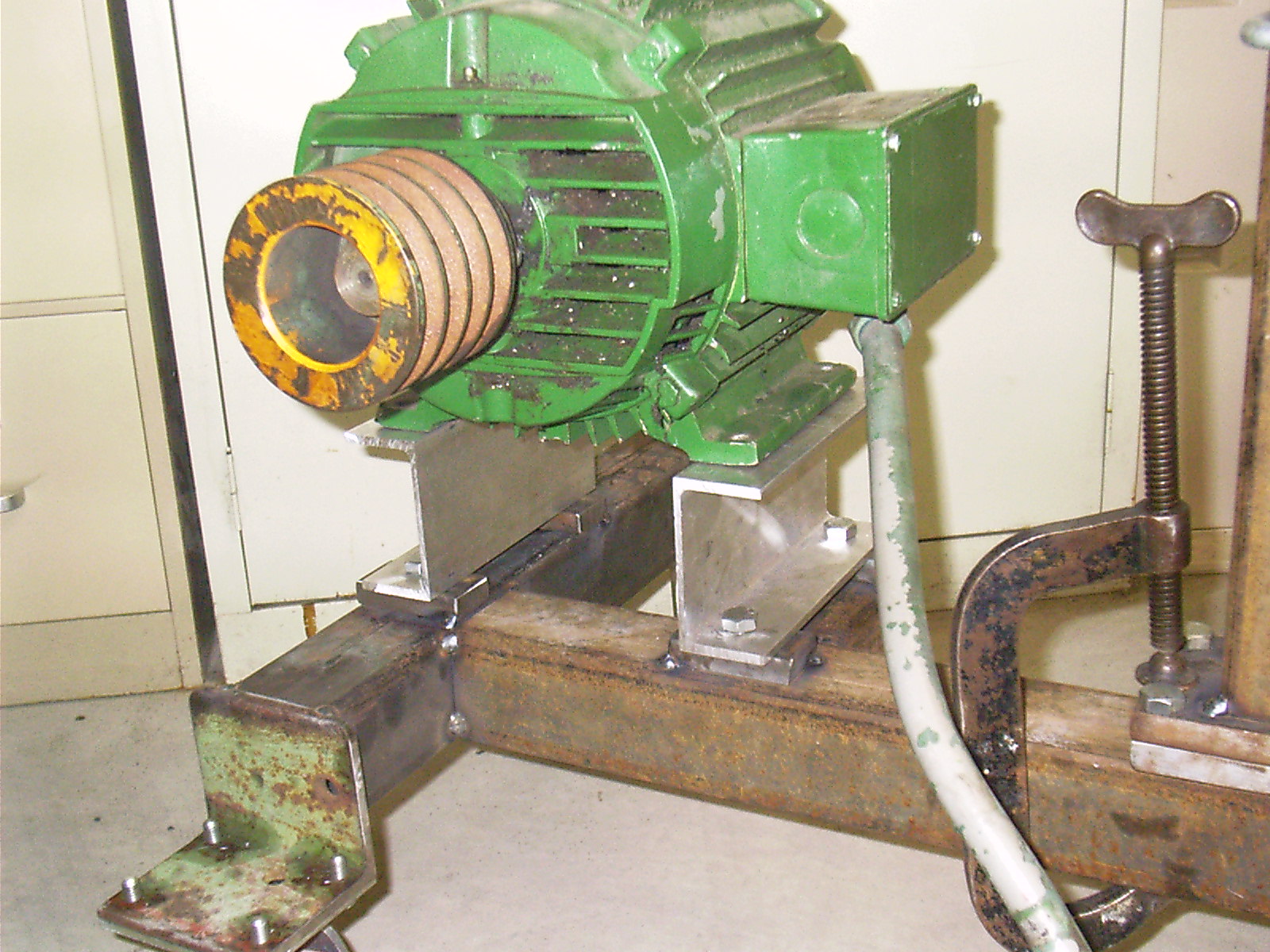
We had a big 3-phase motor available, and after a bit of thought and paper design, we scratched out the design for this unit, and fabricated it up!
It uses a 6″ x 60″ abrasive belt, easily available bearings, a X-Y table, and some tube steel. Total cost of parts was ~$500, and can do virtually any angle, or offset or round or square stock. Because the X-Y table can be raised and lowered, it can do offset cuts that would be difficult on other units.
It still needs some paint before its a completed unit, so it’s not as pretty as it could be, but it has notched a lot of tubes, and continues to be a valuable piece of equipment in the shop!
We decided to formalize the plans so others could upgrade to this style without breaking their budget and focus on buying steel tubing and other parts for 4×4’s, racecars, etc! Here’s the link to the plans.



Here’s a video of it coping a tube that’s 1.5″ diameter:
Plans are available for purchase, click here to view the plans.
